
Unlocking Critical Raw Materials through next-generation mechanical, chemical, and biological recycling pathways
The generation of Waste Electrical and Electronic Equipment (WEEE) has exponentially increased over the past decades, reaching alarming levels. In 2023, more than 50 million tonnes of WEEE were generated worldwide, yet less than 20% was properly managed. This situation poses a dual challenge: the environmental impact caused by the accumulation of these waste materials and the loss of Critical Raw Materials (CRMs) contained within them.
The volume of WEEE not only represents a logistical challenge but also an untapped source of CRMs. It is estimated that WEEE contains up to 3% of essential CRMs required for key technologies, including renewable energy, electronics, and the automotive industry. The availability of CRMs is subject to geopolitical conflicts due to their concentration in just a few regions worldwide. Europe’s dependence on third-party countries for materials such as lithium, cobalt, and rare earths highlights the need to establish strategies for recovering these materials from secondary sources like WEEE. CRMs are chemical elements or materials of high economic importance whose availability is at risk due to supply restrictions or growing demand. Examples include niobium, tantalum, lithium, and rare earths. Recycling CRMs from WEEE offers a dual advantage: it reduces dependence on imports and minimizes environmental impact. Additionally, it presents a significant economic opportunity for creating new value chains.
Recovering CRMs involves a combination of mechanical, chemical, and biological processes. Each approach presents specific challenges that must be addressed to maximize efficiency and sustainability.
Mechanical recycling: challenges and opportunities
Mechanical recycling has been the initial basis for WEEE treatment. This process involves physically fragmenting waste to separate materials such as plastics, metals, and ceramics. Traditional methods, such as shredding and optical sorting, have enabled the recovery of base metals like copper and aluminium. However, these processes are less effective at recovering CRMs due to their dispersion in complex matrices.
The State of Health (SoH) of components such as batteries and electronic modules is crucial in determining their end-of-life pathway. Components with an adequate SoH can be directly reused, extending their life cycle and reducing the need for recycling. This approach is particularly relevant for electric vehicle batteries, where repurposing them as stationary storage systems is gaining popularity. Before undergoing mechanical treatment, batteries must be discharged to prevent risks of short circuits, fires, and explosions. Technologies such as controlled discharge and chemical neutralization have been implemented to ensure safety during handling and preparation.
Shredding converts WEEE into more manageable fractions, while physical separation allows material classification through techniques such as eddy currents, magnetic separation, and density flotation. These technologies hold significant potential for improving CRM recovery when combined with advanced approaches like sensor-based sorting.
Leaching using solvents and microorganisms
Hydrometallurgy is a key technique in recycling critical raw materials, particularly for recovering metals from printed circuit boards (PCBs) and other electronic waste. This process is based on dissolving metals in aqueous solutions using chemical reagents that enable the formation of soluble complexes. It differs from other methods in that it operates at moderate temperatures and avoids direct toxic gas emissions, making it a more sustainable and adaptable option for various waste compositions.

Conventional acids vs. organic acids
Traditionally, inorganic acids such as sulphuric acid (H₂SO₄), nitric acid (HNO₃), and hydrochloric acid (HCl) have been used due to their high efficiency in dissolving metals. However, these acids pose challenges related to equipment corrosion, hazardous waste generation, and risks to health and the environment. Recently, a trend towards using organic acids, such as citric acid, oxalic acid, and acetic acid, has emerged. These offer several advantages:
- Low toxicity: safer to handle and generate less aggressive waste.
- Biodegradability: easier waste management and lower environmental impact.
- Selectivity: some organic acids have specific affinities for certain metals, facilitating their separation and purification.
For instance, citric acid has proven effective in leaching copper and nickel in the presence of oxidizing agents, while oxalic acid is used to precipitate metals such as cerium and lanthanum as insoluble oxalates in many hydrometallurgical systems, the addition of an oxidizing agent is essential to enhance metal extraction efficiency. Metals in their metallic state or lower oxidation states (e.g., Cu⁰, Ni²⁺) need to be oxidized to form soluble species.
Some of the most commonly used oxidizing agents include:
- Hydrogen peroxide (H₂O₂). Widely used due to its strong oxidizing power and the absence of harmful by-products (it only generates water as a residue). It is particularly effective in sulphuric acid systems for extracting metals from cathodic materials in LIBs.
- Sodium nitrate (NaNO₃) or chlorates. Used in processes requiring precise control of redox potential.
- Ozone (O₃). Increasingly studied for its oxidation capability at low temperatures and its potential to reduce secondary waste generation.
| Practical Example of HydrometallurgyIn PCB leaching, a common process involves using a 10-20% H₂SO₄ solution with 2-5% H₂O₂ as an oxidant. This system efficiently dissolves copper and other base metals, achieving yields above 95% under optimal conditions of temperature (50-70°C) and agitation. However, these systems must be optimized to minimize reagent consumption and reduce impurity generation. For this reason, design of experiments (DOE) and simulation tools such as Aspen Plus are crucial for improving process efficiency. |
Advantages of Organic Acids in combination with Microorganisms
In biohydrometallurgy, the use of microorganisms to produce organic acids in situ is an emerging trend. For example, fungi of the Aspergillus genus can generate citric acid directly in the leaching medium, reducing the need for external chemical reagents. This strategy combines the best of both worlds: the selectivity of organic acids and the sustainability of biohydrometallurgy.
This method is particularly effective for refractory minerals and offers key advantages:
- Low toxicity: safer to handle and generate less aggressive waste.
- Biodegradability: easier waste management and lower environmental impact.
- Selectivity: some organic acids have specific affinities for certain metals, facilitating their separation and purification.
However, prolonged reaction times and limitations in tolerance to certain toxic metals require biotechnological improvements to maximize efficiency.
Selective metal recovery: a key step in the process
Selective recovery is a critical stage that allows specific metals to be separated from leach solutions for reintegration into industrial processes. The most relevant techniques include:
- Electrochemistry (electrowinning): Enables controlled deposition of pure metals based on their reduction potentials, optimized using Pourbaix diagrams.
- Selective membranes: Nanoporous structures that separate specific metals via concentration or electrical potential gradients.
- Ion exchange: Specially designed resins that capture metal ions through specific chemical interactions.
- Precipitation: Involves forming insoluble compounds by adjusting pH levels or adding precipitating agents.
- Solvent extraction: Uses the differential solubility of metals in organic phases to separate them from aqueous solutions.
- Selective leaching: Modifies chemical conditions to dissolve only target metals.
- Supercritical fluid extraction: An emerging technique that combines high efficiency and sustainability, using CO₂ in a supercritical state as a solvent.
Techno-economic analysis: assessing overall feasibility
Techno-economic analysis evaluates the cost-benefit ratio of combined recycling processes, including mechanical, hydrometallurgical, and biohydrometallurgical techniques. Key factors include initial investment, operational costs, recovery efficiency, market price, and specific costs. Recovering 1 kg of critical metals can range from €10 to €50, depending on the process and scale.
Using organic acids can lower costs associated with hazardous waste management, although the initial cost of reagents tends to be higher. Implementing reagent regeneration systems (such as sulphuric acid recovery) can significantly reduce operating expenses. Hydrometallurgical processes consume less energy than pyrometallurgical ones, though reactor heating and agitation may account for up to 30% of operational costs.
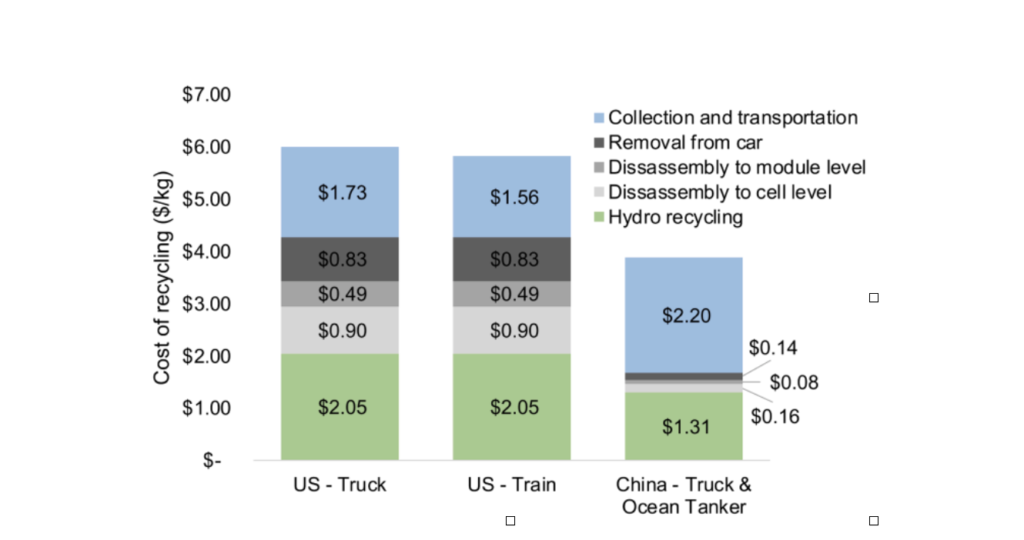
As shown in Figure 3, according to Jessica Dunn from the University of California, the critical step in LIB recycling is the hydrometallurgical process, along with collection and transportation. Therefore, efforts in the coming years should focus on both stages. As mentioned, biohydrometallurgical methods could potentially help reduce this economic impact and thus improve the circularity of these materials.
Market situation in Europe
The recovery of Critical Raw Materials (CRMs) from Waste Electrical and Electronic Equipment (WEEE) represents a significant step towards sustainability and the circular economy. Integrating mechanical, hydrometallurgical, and biotechnological processes can maximize CRM recovery while mitigating challenges related to geopolitical dependence and waste accumulation. Advanced technologies, such as leaching with organic acids and microorganisms, offer a promising alternative, combining efficiency, selectivity, and a lower environmental impact. However, optimization is required in terms of reaction time, impurity tolerance, and operational costs. These multidisciplinary approaches are essential to address the growing demand for key materials in strategic sectors such as renewable energy and the electronics industry.
Future directions for critical raw materials recovery in Europe
Future opportunities lie in improving these technologies by developing more selective leaching agents, more efficient bioprocesses, and adaptable recovery systems for complex waste compositions. The use of modelling tools and experimental design will enable process optimization, reducing costs and secondary waste generation. Additionally, integrating recycling methods with direct reuse approaches, especially for well-preserved electronic components, could significantly extend product lifecycles and reduce pressure on primary resources. This field remains a dynamic frontier with great potential to transform current challenges into opportunities for technological innovation and environmental sustainability.
References:
- Krishnan, S., Zulkapli, N. S., Kamyab, H., Taib, S. M., Din, M. F. B. M., Abd Majid, Z., … & Othman, N. (2021). Current technologies for recovery of metals from industrial wastes: An overview. Environmental Technology & Innovation.
- Charles, R. G., Douglas, P., Dowling, M., Liversage, G., & Davies, M. L. (2020). Towards Increased Recovery of Critical Raw Materials from WEEE–evaluation of CRMs at a component level and pre-processing methods for interface optimisation with recovery processes. Resources, Conservation and Recycling.
- Ren, Z., Li, H., Yan, W., Lv, W., Zhang, G., Lv, L., … & Gao, W. (2023). Comprehensive evaluation on production and recycling of lithium-ion batteries: A critical review. Renewable and Sustainable Energy Reviews.
- Roy, J. J., Cao, B., & Madhavi, S. (2021). A review on the recycling of spent lithium-ion batteries (LIBs) by the bioleaching approach. Chemosphere.
- Wang, M., Liu, K., Xu, Z., Dutta, S., Valix, M., Alessi, D. S., … & Tsang, D. C. (2023). Selective extraction of critical metals from spent lithium-ion batteries. Environmental Science & Technology.
- Dunn, J., Kendall, A., & Slattery, M. (2022). Electric vehicle lithium-ion battery recycled content standards for the US–targets, costs, and environmental impacts. Resources, Conservation and Recycling.



{kind=link}